How to Avoid Adhering Slag?
Laser cutting has been widely recognized by the markets for its many advantages such as high cutting accuracy, fast cutting speed, narrow slit, smooth cutting surface, etc. However, the improper cutting process and operation will make the equipment cannot achieve the expected result. Adhering slag in particular.
Then how can we avoid this? How to solve this problem?
We are going to analysis how to avoid adhering slag and increase the cutting surface quality in detail.
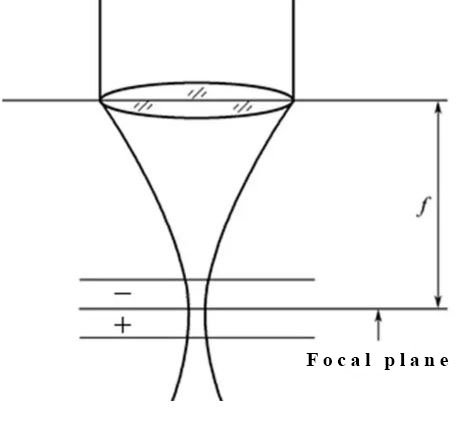
The top and bottom focus position
When the top and bottom focus position are incorrect, it’s easy to cause unsmooth cutting surface and adhering slag.
In short, defocusing amount results in narrow slit that have not enough space to blow gas shield in. The pressure in the slit is too low, therefore, molten metal can not be blown off effectively and lead to adhering slag.
Focus position should be tested base on focus offset in this situation. The top and bottom focus position are closely related to the workpiece's property and thickness.
High quality and proper nozzle
The cutting nozzle is one of the factors that influence laser cutting quality and efficiency.
Take Carbon steel as example: Take O2 as gas shield, high flow and speed can make the incision be oxidized fully and start exothermic reaction, meanwhile, molten metal would be blown off and finally obtain a good cutting quality.
Thus, Using the nozzle which more concentrate in high speed area is beneficial to make gases get in the slit, moreover, due to its constraint, gas pressure and speed fluctuation are decreased. Gas flow is more stable which can blow off molten metal better and avoid adhering slag.

High purity gas shield
Low purity gas shield is first consuming some laser energy by burn its impurities(Take O2 as a gas shield will consume part of itself.) The process reduces laser energy, gas volume and increase the rate of adhering slag.
 左右滑動看表格
左右滑動看表格| Gas | Purity | MAX Water vapor(PPM) | MAX Hydrocarbon(PPM) |
| O2 | 99.95% | <5 ppm | <1 ppm |
| Nitrogen | 99.995% | <5 ppm | <1 ppm |
| Argon | 99.998% | <5 ppm | <1 ppm |
| Helium | 99.998% | <5 ppm | <1 ppm |
| Gas pipe(o.d.) | 10mm | ||
Pressure of gas shield
High gas shield pressure isn't always the better, excessive gas shield pressure will ruin cutting quality instead.
The main reasons are: High gas flow raise cooling effect in molten metal, the gas flow shockwave interfere laser active region, uneven pressure and temperature in gas flow make density change resulting in re-focus or divergence laser beam.
Therefore, choosing gas shield properly increases smoothness cutting surface and avoid adhering slag.
Laser path
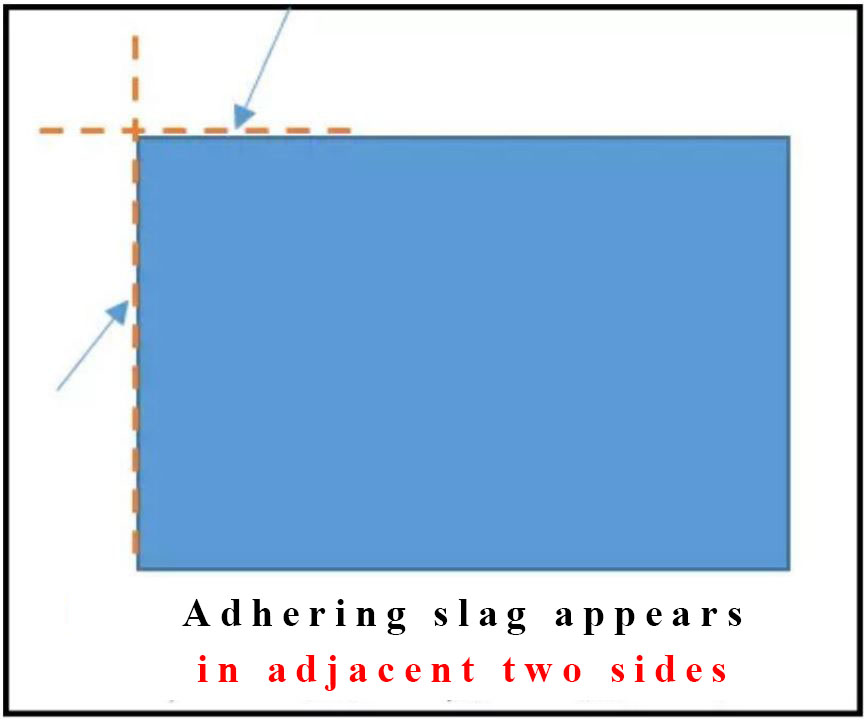
Adhering slag appears in adjacent two sides when cutting quadrilateral carbon steel indicates that the center of laser path is offset, the center of laser path injects from nozzle need to be regulated.
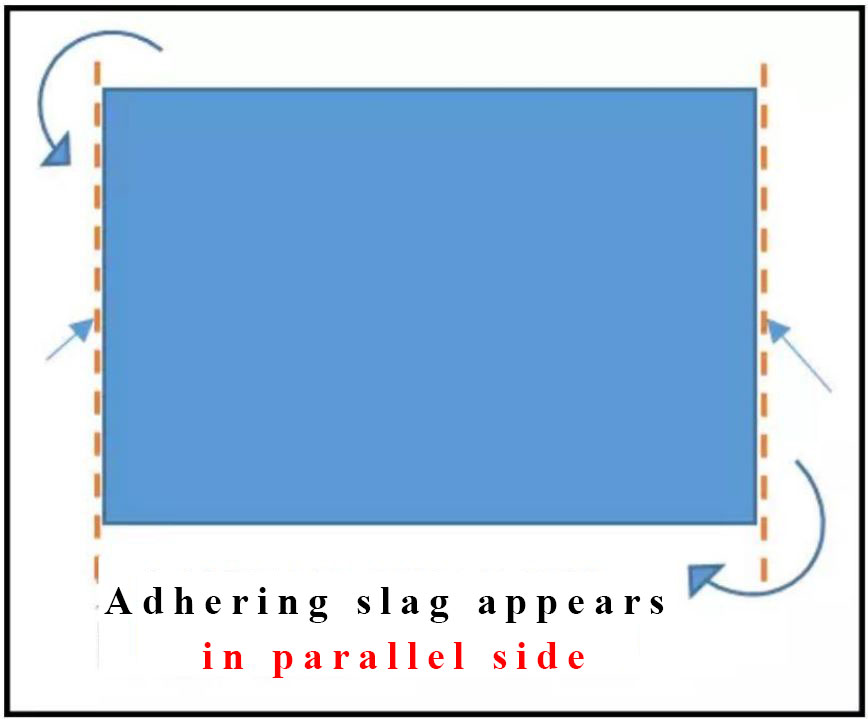
Adhering slag appears in parallel indicates that laser head verticality installation has problem, it can be regulated according to the direction of adhering slag.
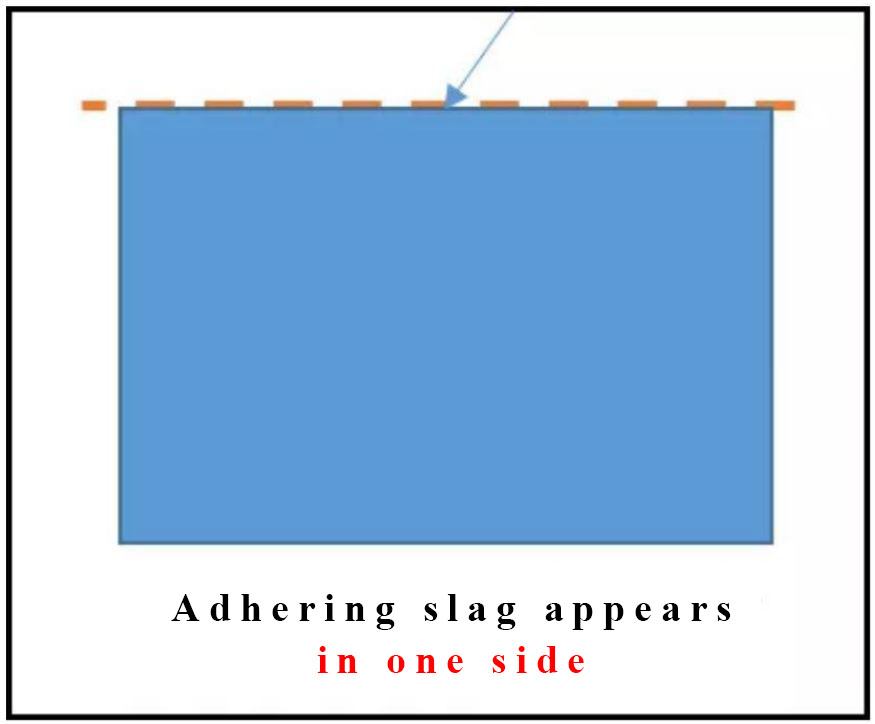
Adhering slag appear in one side, it has the following possibility:
- The optical lens is burn or damaged. If no significant improvement by replacing optical lens, the collimator lens or focus lens may be burned or damaged and should be checked.
- The main factor that gas shield isn't concentrated is the nozzle.
- If the side that has adhering slag is the starting side or ending side, the motion control of cutting head should be checked.